|
序號
|
模具名稱
|
型號
|
規格(mm)
|
結構及性能
|
|
1
|
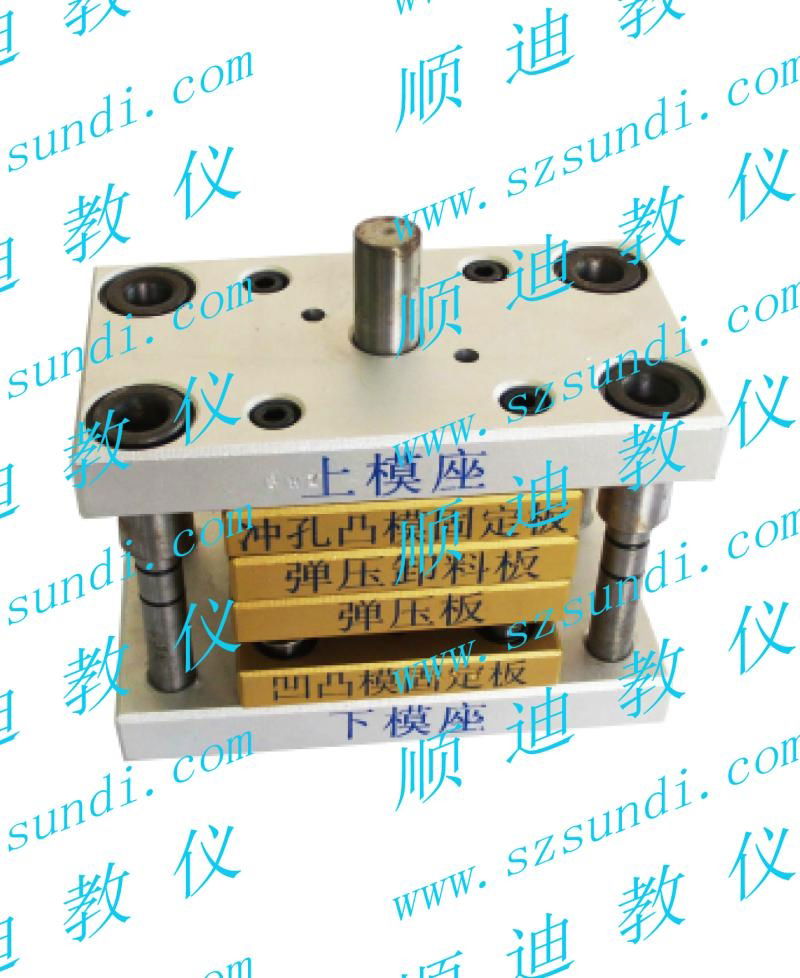
沖孔模
|
SDMJ-LC01
|
150×85
|
模具沿封閉線沖切零件,沖下的部分為廢料,封閉線外是產品。
沖壓4孔,孔距不小於30,制品利用四處擋料銷定位,採用固定卸料板起卸料作用,防止折斷和提高沖孔精度。
|
|
2
|
落料模
|
SDMJ-LC02
|
150×85
|
模具沿封閉線沖切板料,沖下的部分為工作件,其餘部分為廢料,彈性卸料,動作可靠、模具壽命長、安裝方便,用於製造各種形狀的平板零件。
沖壓蝶形工件,產品尺寸不小於45×40 mm,料帶利用擋料銷定位。
|
|
3
|
彎曲模
|
SDMJ-LC03
|
150×85
|
把板材料沿直線彎成各種形狀,可以加工形狀較複雜的零件,安裝調整方便,對材料厚度要求不嚴,凸模即起頂料作用,又起壓料作用,可防止材料偏移、精度高。
彎曲高度不小於10mm,產品自動從凸模脫落。
|
|
4
|
正裝復合模
|
SDMJ-LC04
|
150×85
|
在模具同一位置上能完成幾個不同的沖裁工序的模具,下模部分裝有落料凹模和沖孔凸模,上模裝有彈性卸料裝置和落料凸模,結構緊湊效率高,適用於單孔零件的沖裁,不適用於多孔制件的沖裁。
沖壓十字工件並帶有2處穿孔,料帶利用擋料銷定位。
|
|
5
|
倒裝復合模
|
SDMJ-LC05
|
150×85
|
模具同一位置能完成幾個不同的沖載工序的模具,上模部分裝有落料凹模和沖孔凸模,下模裝有彈性卸料裝置和落料凸模,結構緊湊效率高,適用於多孔零件的沖裁和制件平直度要求不高的厚板制件,操作方便.安全。
沖壓十字工件並帶有2處穿孔,料帶利用擋料銷定位。
|
|
6
|
拉伸模
|
SDMJ-LC06
|
150×85
|
把板材料毛坯成形成各種開口空心工件的模具,此模具帶壓邊裝置,拉深前毛坯套在壓邊圈上依靠外形定位,拉深后冷沖件從凸模上托出,凸凹模都裝有頂出裝置。
拉伸小鋁蓋,拉伸深度不小於8 mm,產品尺寸不小於35 mm,模具帶有壓邊結構,並且調整非常方便。
|
|
7
|
連續拉延模
|
SDMJ-LC07
|
200×150
|
制品首次拉深無法成形,需要多次拉延的模具。該模具用帶料一端順序拉延,直到 一次拉延時才將制件由帶料上沖落。
拉延帶有凸緣的小鋁蓋,拉伸深度不小於8 mm,產品尺寸不小於35 mm, 次拉延深度不小於2 mm,模具帶有壓邊結構,並且調整非常方便。
|
|
8
|
多工位級進模
|
SDMJ-LC08
|
200×150
|
多工位級進模是精密高效,長壽命的模具。它適用於冷沖小尺寸,薄料,形狀複雜和大批量生產的冷沖零件。
模具為落料、沖孔、彎曲級進模,毛料由定位銷和擋料銷全程定位,為90度彎曲,尺寸不小於40×20×10 mm。
|
|
9
|
QQ級進模
|
SDMJ-LC09
|
150×85
|
QQ級進模採用浮動檔料裝置,導正銷導正.集導料槽與活動擋料等功能于一身.單模實現 沖孔、淺拉深、落料成型.配合氣動送料機可自動不間斷生產.成型產品50×44 ×0.3mm。
|
|
10
|
V型翻板彎曲模
|
SDMJ-LC10
|
150×85
|
該模具為避免材料滑動,在定模部分高有兩塊翻板。當凸模壓下時,翻板隨材料彎轉,定位板始終與材料接觸,所成型的零件精度較高。
V型零件尺寸不小於30×20×10 mm。
|
|
11
|
圓管沖模
|
SDMJ-LC11
|
150×85
|
該模具可將平坯料一次彎成圓管形零件。定模有兩件活動凹模由頂板托住,當凸模將材料壓下時,模塊相向轉動,將材料彎成圓形。凸模上升時,已彎成圓管零件就套在其上,隨之上升。圓型零件尺寸不小於Ф17×30 mm.。
|
|
12
|
︺型滑塊沖模
|
SDMJ-LC12
|
150×85
|
該模具可一次將平坯彎成兩內側角度小於90°的︺形零件。模具定模部分有兩個滑塊,平坯放在定位板上,當凸模下降時,平坯先被 彎成∪型 ,凸續繼下降,滑塊開始運動將∪形兩側向內彎成所需角度。
︺型零件尺寸為45×30×20 mm。
|
|
13
|
兩圓相扣成型沖模
|
SDMJ-LC13
|
150×85
|
該模具成型零件需為兩圓環相扣結構件,模具設有自動下料結構,當模具工作時,首先切斷線材,通過上模原型芯完成單個圓環的成型,將已成型的圓環套于線材再重複一次圓環成型。即完成兩圓相扣成型。該工藝工序少,簡潔實用,衝出的產品接口平整,合格率高,能滿足使用要求
|